Fay Butler Fab/Metal Shaping
Benefits of Welding Purification
|
|
|
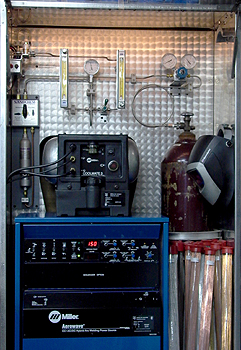
As to what the benefits are to cleaning the inert argon gas for TIG and MIG welding, well it is quite significant, to the point that without it, quality welds in reactive materials like aluminum, magnesium, titanium, and stainless are difficult. This product has had a significant impact on the quality of welds in industry, where high quality welds are required. The ASM Stainless Steels Specialty Handbook references the benefits of this product. This system can be elaborately plumbed into your shielding gas (as pictured, that I have done with the ability to back gas welds using two lines) or it can be very simply added between your pressure regulator on the tank and the gas solenoid valve on the welder. I can help with advice on this installation. Of course this unit cannot remove the problems already present on and in the metal to be welded and on the filler rods. That is up to the person welding to make sure metal weld surfaces and welding rods are thoroughly cleaned. The welding environment must be monitored for other potential contaminants that will decrease weld quality. But after all standard preparation steps are done, the quality of the argon gas becomes the one large problem that cannot be solved without this purification system. I am carrying two size units in stock. A small unit WA-150 for $1,402. will clean approximately 30 cylinders (250cfh) of argon gas, and a much larger unit WA-500 for $2,653. will clean approximately 100 cylinders of argon gas. Shipping charges are extra and not included in these prices. Both purifiers clean the gas to the same levels, the difference is in the number of cylinders they will clean over time. I have them in stock for immediate delivery. It can be very simply added between your pressure regulator on the tank and the gas solenoid valve on the welder. Here are some of the benefits:
Argon cylinders are made of steel. If the cylinder valve is accidentally left open when the cylinder is empty, moisture can condense on the side walls of the cylinder and create rust. This rust acts as a sponge to trap more moisture during subsequent refills and from them on, the cylinder will constantly release some moisture in the gas to the weld. Thus, a cylinder needs to only be contaminated just once to constantly deliver contaminated gas over its lifetime, even after many refills. Cylinders are hydrostatically pressure-tested (with water) every five years or so by gas manufacturers.This process can also cause rust and potential contamination of gas with moisture. |
|
Contact Fay for more information and to arrange for purchase. |
||||||||||
©2005-2016 Fay Butler